

 更新时间:2022-03-12 11:04 浏览:
更新时间:2022-03-12 11:04 浏览:
pp方管塑性加工及压切工艺
pp方管管材塑性加工是指对管材的二次加工,故归于管材深加工技能的***域。pp方管零件的技能条件及不同运用要求,应选用相应的塑性加工办法,每一加工工序又可通过不同的塑性加工办法来实现。管材的塑性加工与板材塑性加工比较,尽管从变形性质、变形***点等方面看,有许多相似之处,但在工艺办法、工艺参数选择以及为避免产品产生质量缺陷而采纳的工艺办法等方面,都存在很***的不同。
pp方管的空心截面是引起这些不同的原因,在管材零件的制作中,***先需对管材进行堵截,以获得管件所需长度的管坯。管材堵截主要用机械加工和冲压加工两种办法。机械加工包括锯床堵截、车床堵截、砂轮堵截等,长处是堵截面质量安稳,但因其生产率低,故难以满足***批量生产的要求。pp方管冲压加工生产率高,但堵截时管壁易被压扁,导致堵截面畸变、歪斜。如果采用剪切棒料的办法剪切普材,管材必然被压扁而不能运用。pp方管采纳***殊的工艺办法,避免剪切时管材被压扁,以确保堵截面质量满足管件的运用要求。
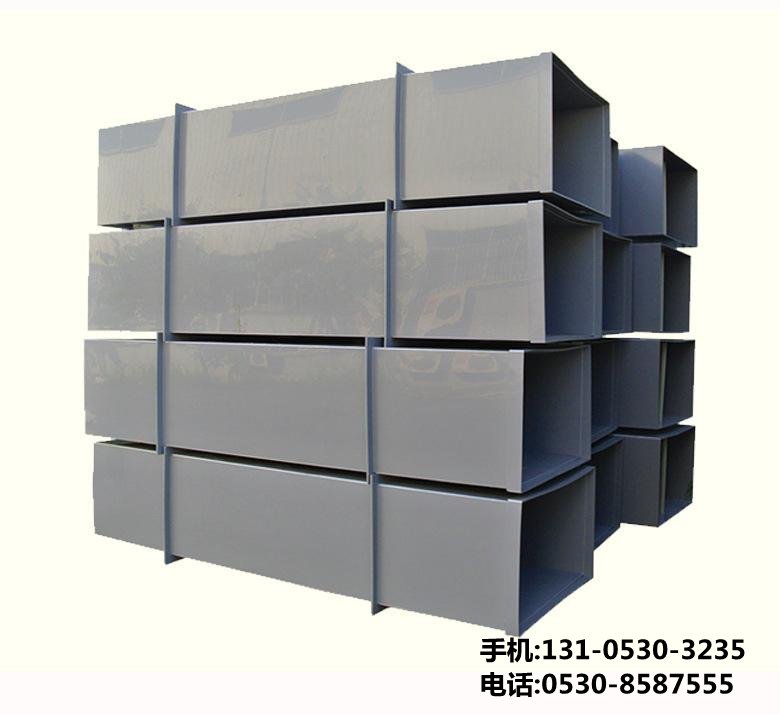
pp方管
当压力机滑块下行时,切刀刃尖与管壁触摸,使管壁产生弹性变形。跟着切刀续续下行,压力逐渐增加,压力到达一定值时,刃尖与管壁触摸处的资料产生塑性变形,同时刃尖开始压人资料。跟着刃尖压人程度的增加,出现了应力应变的高度集中,导致资料瞬间脆裂,刃尖随之进入管腔。然后切刀侧刃与凹模侧开始剪切管壁,直至彻底堵截管材为止。为了减小管材被压扁的现象,通常将凹模做成少量的桃形,以便冲切前先使管材在左、右半凹模的强力夹持下产生一定量的反变形。
在开始切管时,切屑是向内构成的。此时凹模不起剪切效果,管材压扁现象也就在此时产生,因而应尽量缩短这一过程,为此,切刀曲线形状必须做得细而长,但强度差易折断。若做出的刀刃形状宽而短,则切刀强度***,但切屑易向内构成,使压扁现象严重。不利于冲切过程进行。切刀型式所示,切刀刃尖做成宽度为右并呈30的尖劈,尖劈后面做成带一定形状的曲线。